SUS630H900 その後

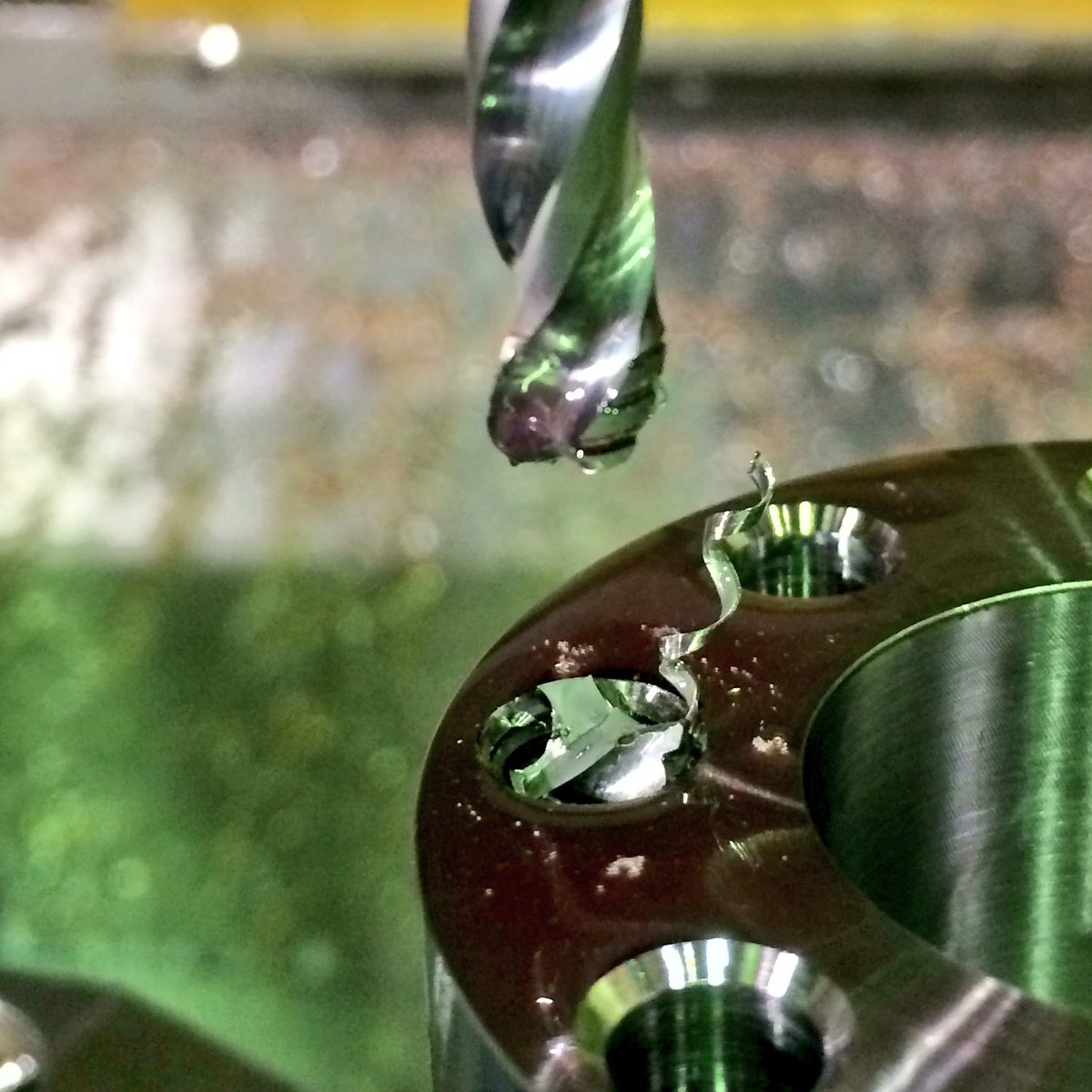
先日、ブログでも書きましたがSUS630H900を加工しております。私は荒加工をし、仕上げの旋盤加工を任せ、最終のマシニングまできました。
ツイッターでも加工実況で盛り上がってアップしてくださってるのですが超絶難航しておりまして(´・ω・`)
爆ぜるドリル
折れるタップ。
そして細穴放電で除去
焼けたとこをごしごし磨きながら
ヤバそうだったので手で立ててみたり、、、
結局硬すぎて1穴7分くらい掛かるので却下(´;ω;`)
屍を乗り越えATAPやら新規タップ総動員して加工、、、、
何が起こっているか、加工して頂いておりましたマシニングの職人さんに色々教えてもらいました。
①A-SFTは当たり外れがあり、外れは13穴、当たりは30穴あけれる。
②ヤマワのSU2-SPは入り口で即弾け飛ぶ(多分同じホモ処理のOSG EX-SUSも同じ)
なんて言うか結局今日は祝日でタップ足りなくなって月曜日に持ち越しとなったみたいでして・・・。
なんといいますか、、、べ・・・勉強になります(号泣)
八尾市の町工場 株式会社テラダは超薄物旋盤加工が得意です。
-
前の記事

東京って。 2017.09.22
-
次の記事

エポックDスレッドミルを見る 2017.09.25


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}